Statistical control
FED (factorial experiment design) and SPC (statistical process control)
This training programme cannot hope to do justice to quality control using statistical techniques.
There will be many systems that look at the production of a product using statistical means and the subject is too broad and detailed for this programme.
However, in order to highlight some of the principles and advantages of using statistical techniques we have included FED (factorial experiment design) and SPC (statistical process control) for an introduction of this area.
The techniques above can be applied to many areas of production, for example, the manufacture of a car, the laboratory preparation of a chemical compound or the full scale multi tonne manufacture of chemicals.
FED is used to examine the production of an item in the laboratory or on a reduced scale before the item gets into production.
SPC uses this data to set up controls in full scale production.
All items during production will be subject to a myriad of variables, for example, temperature, material properties, operator differences, time etc. How is it possible to tell which variables affect the final product and in what way?
One way of course is to use experience (common practice) and modify conditions until a ‘satisfactory’ product results.
Is this necessarily the best product in terms of quality, cost and time?
The traditional way of trying to solve a problem is to keep all the variables the same except one.
Conclusions are then drawn on the outcome of the experiment as to the value and degree of variation of this variable.
Further experiments are then carried out.
FED allows the individual to vary more than one variable at a time and progress through a series of experiments.
When these are complete the operator is able to (either manually or via a customised piece of software) analyse the results and make informed judgements about the experiment and then design a further set of experiments.
Eventually, the operator is able to ascertain a set of conditions which are predictive of the outcome of the product and is able to predict optimum conditions.
It is not unusual for a product to suddenly not meet the required specifications with nobody knowing why.
In theory, if all variables were kept exactly the same for every production run then the product would always meet the same specification.
However, there will always be minor variations.
The aim is to know just how much a given variable has to change (i.e. its tolerance levels) before the product will no longer meet the specification.
This is what FED is able to do.
It can identify those variables that are critical (i.e. their tolerance levels are low and can cause the product to fail specification) and give an indication as to their levels of tolerance.
These important measurable variables are known as Critical Parameters and they are identified along with their tolerances.
The trick is to use problem solving techniques to try to identify the possible parameters for initial investigation.
Problem solving techniques are discussed later.
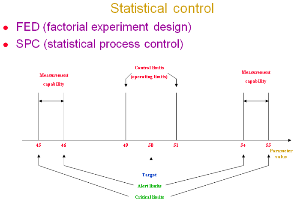
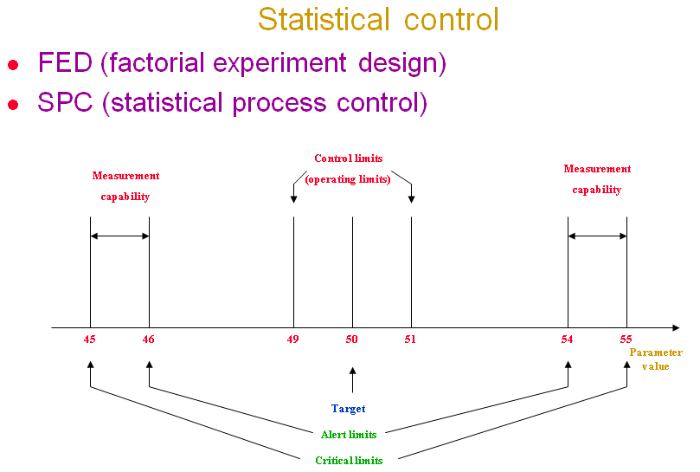
SPC is a method of controlling these critical parameters during production.
In the example in the diagram let us say we wish to control a process at 500°C.
Through FED studies we have recognised that temperature is a critical parameter and that the optimum temperature for this particular process is 500°C.
We have also discovered that above 550°C and below 450°C the quality is affected.
For this example we will assume that the above studies relate to the quality of the product.
The other aspect of the production we could be interested in is the efficiency.
Clearly, there is little point in achieving fantastic quality if we only get 5% efficiency (i.e. amount of product).
On the other hand there is little point in achieving high efficiency with poor quality.
In this example, any temperature outside of 450°C to 550°C will result in product that fails quality.
These limits are therefore the critical limits.
We therefore wish to control the process within these limits.
However, we also need to measure the temperature.
Let us say that the accuracy of temperature measurement is 10°C.
If this is the case, we need to know when the process reaches 460°C (that is before it gets down to 450°C) and 540°C (that is before it gets up to 550°C) respectively.
These are the alert limits as at these values, owing to the accuracy of measurement the process could be just about to go outside the critical parameters.
However, as we are trying to control the process to 500°C we would not wish to drift too close to the alert limits, hence we would perhaps try to control it between 490°C and 510°C as the operating limits. It is common for computers to control these aspects in production, applying cooling water for example if the upper alert limit is reached.
There is a lot more to both FED and SPC than is mentioned here and to obtain more detail one should either consult books on the subject or attend a specialised course.